



A liquid multi-lane packing machine is a piece of industrial equipment designed to efficiently package liquids into multiple rows of pouches or sachets simultaneously. This type of machine is commonly used in industries such as food, beverage, cosmetics, and pharmaceuticals.
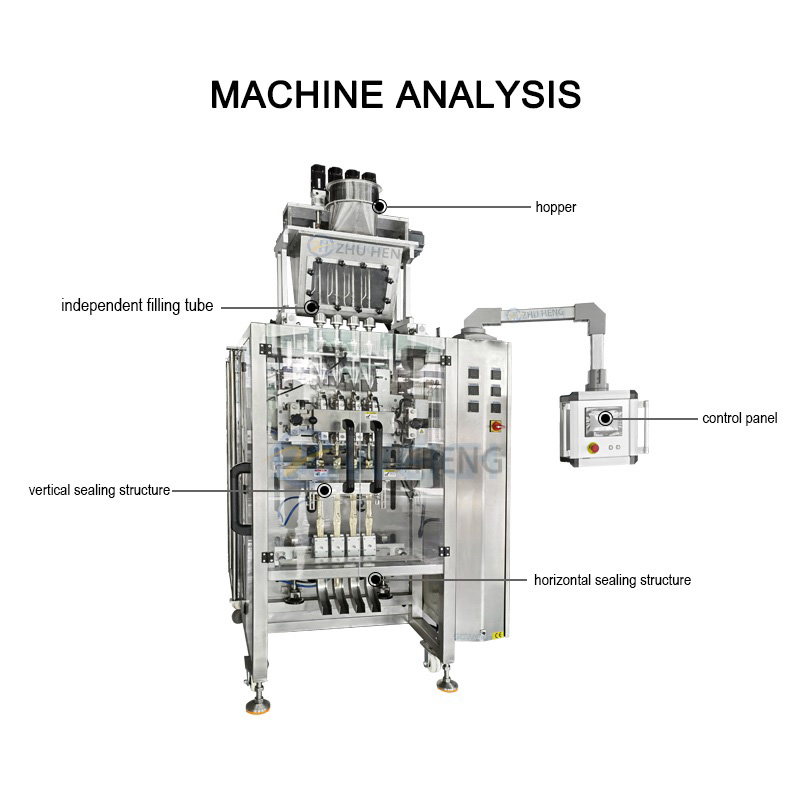
Key Features and Components
Multi-row filling system: Allows for simultaneous filling of multiple product rows.
Form-fill-seal (FFS) technology: Creates pouches on-the-go, fills them with liquid, and seals them immediately.
Accurate dosing: Ensures precise liquid measurement and filling.
High-speed operation: Handles large production volumes efficiently.
Material compatibility: Can handle various liquid types and packaging materials.
Hygiene and sanitation: Constructed with food-grade materials and easy to clean.

Typical Applications
Food industry: Sauces, dressings, honey, jams, oils, etc.
Beverage industry: Liquid concentrates, syrups, etc.
Cosmetics industry: Shampoos, conditioners, lotions, etc.
Pharmaceutical industry: Liquid medications, oral solutions, etc.

Benefits of Using a Liquid Multi-Row Packing Machine
Increased production efficiency: Higher output compared to manual or single-row packing.
Consistent product quality: Accurate filling and sealing ensure product integrity.
Reduced labor costs: Automation minimizes human intervention.
Versatility: Can handle various liquid products and packaging formats.
Cost-effective: Long-term savings through increased efficiency and reduced waste.

Would you like to learn more about a specific type of liquid multi-row packing machine?We can provide multi lane packing machine solutions,welcome to consult us.


